- 18088135763


01 咖啡初加工废水水质特征
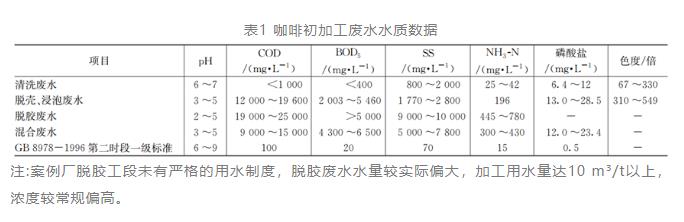
云南某咖啡加工有限公司临沧某加工厂采用湿法加工+生物质锅炉供热烤干工艺,建设规模为25m³(鲜果)/d,咖啡初加工废水主要来源于咖啡鲜果清洗分级、机械脱皮、脱胶及发酵浸泡清洗工序,根据其产生废水的污染程度,可以将其分为咖啡鲜果清洗废水、咖啡湿式脱壳废水(包括发酵浸泡水)和脱胶废水,其典型污染指标见表1。
由表1可知,
(1)咖啡清洗废水,约占比2/5,颜色灰黑色,水中含有大量灰尘、腐叶等,SS较大,有机污染物来源于腐烂、破损的咖啡豆,COD等污染物含量与循环使用次数有关,通常小于1 000mg/L;
(2)咖啡湿式脱壳、浸泡发酵废水,约占比2/5,由于大量果汁、果肉、果胶存在,加之成熟咖啡鲜果中果胶多为可溶性果胶等高分子化合物,废水成分复杂,悬浮物、果胶、COD、BOD5、氨氮较高,其可生化性差,难以生化处理,为重点处理对象;
(3)脱胶废水(废液),颜色变化同脱壳废水,来源于咖啡脱壳后咖啡果胶混合物的分离,废水量约占比1/5,主要为果胶水混合物。
三者综合混合废水依然具有较大的污染指标,属于典型的有机污染废水,污染物为咖啡果上脱落的果皮、果肉及汁水等组成,成分主要为植物纤维、植物蛋白、果糖、植物油脂、维生素及果胶等有机物和沙土等,主要污染指标为色度、pH、SS、COD、BOD5、总氮、氨氮、总磷、总大肠菌群等。
为了解该废水酸化及污染变化特点,研究选取咖啡加工混合水样,对废水pH和COD随时间的变化进行分析,结果如图1所示。咖啡加工废水特征为高有机物浓度、SS和氨氮,果胶多为可溶性果胶,COD主要于溶解态存在,颗粒、悬浮态约占比2 000~4 000mg/L,有机物易酸化导致废水呈酸性,pH范围为3~5。

02 咖啡污水处理及工艺选择分析
前述分析可知,咖啡废水属于酸性高浓度有机污染废水,其BOD5/COD为0.35~0.43,属于可生化范畴,适宜采用以生化工艺为主体净化,而COD浓度大于10 000mg/L,选择厌氧消化和好氧降解相结合较为适宜。但由于废水酸化pH下降较快,此酸度(pH=3~5)范围将严重抑制产甲烷菌繁殖;其次,废水中含有大量果壳、果肉碎屑、果胶胶体以及不溶性果胶等物质,很难脱水,微生物分解的效果也不理想。因此,有必要先经过物化预处理实现SS、pH、果胶的去除。
(1)预处理。咖啡果壳含量较大,使用格栅除渣负荷较大,应考虑实现果壳分离及挤压脱水,宜采用斜筛、螺旋输送压缩脱水或干湿分离设备;SS易沉淀,果胶混合物易漂浮,应采用初次沉淀浮渣刮渣一体化构筑物;酸度低影响厌氧消化产气,应预先提供碱度,采取石灰、碱液、消化出水回流中和等方式调节pH。另一方面,脱胶水浆较浓,呈粘稠状,脱胶液混合其他废水将导致污染负荷增大,可在中和池和调温池之间加入钙盐或聚氯化铝(PAC),盐析出果胶混合物,而后用聚丙烯酰胺(PAM)调理,经叠螺式脱水机压滤去除果胶渣,最后再与其他类废水混合可有效降低后续处理负荷。
(2)厌氧消化。经对比而言,厌氧生物法是比较经济和有效的,推荐作为主要工艺。但厌氧生化反应器的类型多样,选用何种类型的厌氧生化反应器对废水处理十分关键,可以根据建设单位经济、用地条件,选择目前运行较好的UASB、IC、ABR等厌氧反应器,其中ABR反应器在高负荷情况下,具有高效截留活性微生物、运行费用低、剩余污泥少等优点,适用于处理高浓度有机废水。
(3)好氧处理。当咖啡废水经过预处理及厌氧成功消化处理后,其工艺的选择是比较宽泛的,无特殊要求,但应注意,厌氧出水COD浓度对于好氧环节依然较高,应采用多级处理方式。同时由于该废水碳氮比约25~20∶1,一般无需特别考虑脱氮除磷,利用微生物增殖及同步硝化反硝化即可实现氮素达标。
(4)三级处理。废水经过预处理、厌氧好氧结合处理后,基本可以实现达标(GB 8978-1996)排放。三级处理工艺的选择主要取决于废水的回用用途,若回用于咖啡初加工,应进一步降低残留SS、细菌含量,可以选择高效混凝沉淀、纤维滤布过滤、过滤砂缸等方法。消毒灭菌达标排放可选较为简单次氯酸钠消毒,回用则根据用水工段的卫生及洁净标准选择二氧化氯、臭氧和紫外消毒等方式。
03 典型净化工艺设计
3.1 工艺流程及特点
云南某咖啡加工有限公司临沧某加工厂采用湿法加工,废水产量为100m³/d,设计进水水质为表1混合废水水质指标。根据建设方及受纳受体水功能要求,经处理后外排废水应执行国家标准《污水综合排放标准》(GB 8978-1996)中第二时段的一级标准,结合废水的水质特征及上述工艺选择分析,该厂工程案例采用斜筛筛分去壳-混凝沉淀-中和-调温-ABR厌氧消化产气-二段生物接触氧化-高效混凝沉淀-次氯酸钠消毒组合工艺,工艺流程见图2。

该工艺特点如下:
①采用斜筛与气浮相结合,筛分去除大量果壳,混凝设置排泥泵及浮渣刮渣设备去除悬浮颗粒及上浮果胶,控制ABR进水SS≤500mg/L,以免对污泥颗粒化造成不利影响或减少反应区的有效容积。同时辅助于调节池预曝气,均化水质并防止进一步酸化。
②石灰乳-碳酸氢钠-ABR回流水三合一中和原水调节pH(6.5~7.5)并提供碱度,防止腐蚀换热设备,保障厌氧消化快速进入产甲烷阶段。
③废水厌氧消化协同生物质燃料调温有效降低废水处理成本,经中温(30~35℃)ABR厌氧消化转化有机污染物为甲烷和CO2,可稳定控制实现80%~90%的COD去除率,保障进入好氧工段的COD小于2 000mg/L。
④设中间沉淀池为二段生物接触氧化池,一段处于高负荷运行,二段设计低负荷运行,可有效缓冲污水有机污染物高负荷进水冲击,保障出水指标的稳定。
3.2 主要构筑物设计参数
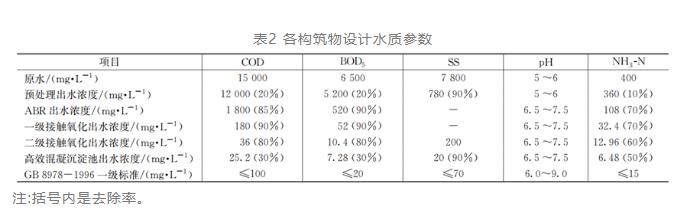
该厂工程案例设计时以平均水量100m³/d和最大污染负荷计算,根据构筑物功能及中试,整个污水处理流程各处理工段污染物设计去除配比见表2。
3.2.1 振动斜筛、气浮机
果壳固液分离振动斜筛和果胶浮渣气浮机,直接购置国产成套设备。其中,果壳固液采用ZF-GY-40斜筛振动式固液分离机分离,外形尺寸:L×W×H=1.6m×1.22m×1.53m,污液处理流量≥40m³/h,果壳碎屑去渣率>90%,功率3.2 kW,380 V。气浮机采用中发环保ZF-QF-10溶气气浮一体设备,因水果胶、悬浮物等存在,其浊度较高,配置处理流量≥20m³/h,尺寸:L×W×H=4.0m×3.0m×2.3m,1座,碳钢防腐结构,需气量约1.0 m³/min。
3.2.2 调节池
咖啡废水波动较大,设调节池1座稳定水质水量,兼事故池功能。水力停留时间20h,钢筋混凝土地埋式,结构尺寸L×W×H=6.5m×3.5m×4.5m,有效水深4.0m。设置污水提升泵2台(1用1备),带自耦装置,流量10m³/h,扬程10m,功率1.1kW;潜达TQJ-260-740-0.85搅拌器2台,叶轮直径为320mm,功率为0.75 kW;浮球开关及玻璃转子流量计各1个,清淤污泥泵1台及配套排泥管1套。
3.2.3 中和池、调温池
中和池混合原水与石灰乳、碳酸氢钠和厌氧消化回流液,pH范围6.5~7.5,同时提供1 000~2 000mg/L的碱度。中和反应槽选用钢筋混凝土地埋式矩形池1座,结构尺寸L×W×H=3.5m×2.0m×4.5m,反应时间t=2.0h。采用潜达TQJ-260-740-0.85搅拌器1台,石灰乳化池1座,碳钢防腐结构,1 000L加药系统2套。
调温池1座,结构尺寸L×W×H=4.5m×3.0m×4.5m,钢筋混凝土地埋式,两格室,其中一格装换热器,另一格(1.5m×3.0m×4.5m)安装提升泵,将污水提升至ABR反应池,设置热水板式换热系统1套,污水提升泵2台(1用1备),带自耦装置,流量为10m³/h,扬程15m,温度在线显示仪1套。
3.2.4 ABR反应池
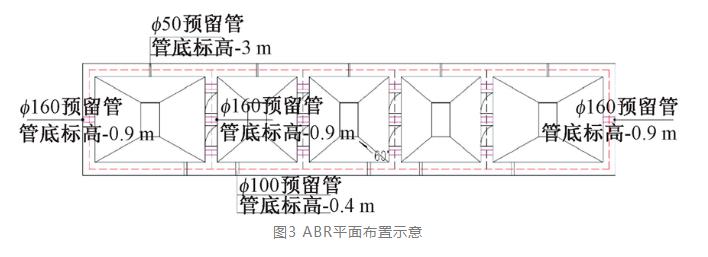
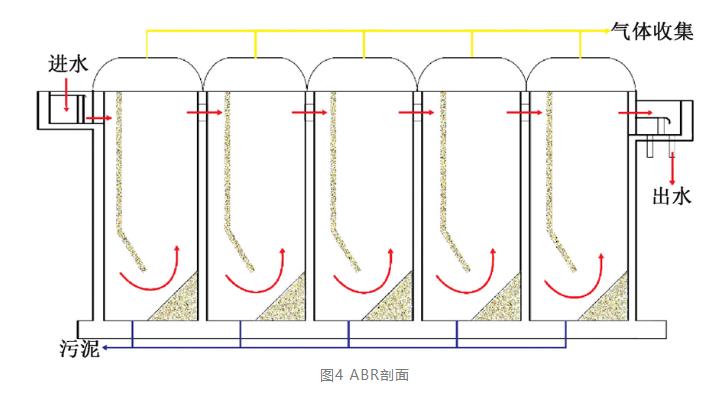
ABR反应池COD去除率设为85%,进出水COD分别为12 000mg/L、1 800mg/L,污泥浓度60g/L,有机负荷3.0 kgCOD/(m³·d),反应池升流速度0.32mm/s,ABR反应池为矩形钢筋混凝土半地上式,1座,结构尺寸L×W×H=17m×3m×7.5m,有效容积300m³,水力停留时间72h,格室数5格,第一进水和第五出水格室宽度4m,其余每格3m,每个格室下部安装污泥排放口便于取样观察厌氧污泥性能,上部储存空间相通,集体收集消化气;由于水量不大,为简便施工和节约建设成本,如图3、图4所示,每格室下部设置渐宽棱台,以3个直径160mm的PVC作为降流管,降流管下部沿棱台均匀布水,倾角60°,布水系统5套;ABR整体设置混合液回流,同时每格室设置内回流,可调控上升流速和水质。配套混合液回流泵、内回流泵各2台(2用2备),流量20m³/h,扬程10m,沼气水封及锅炉燃烧利用系统1套。
3.2.5 二段生物接触氧化池
二段生物接触氧化池中间设置中间沉淀池,以便实现一级高负荷、二级低负荷运行,保障出水稳定。一、二级接触氧化池各1座,钢筋混凝土半地上式,一级接触氧化池,有机负荷1.5 kgCOD/(m³·d),尺寸为L×W×H=8.0m×5.0m×4.5m,有效水深4.0m,HRT为28.8h;二级接触氧化池有机负荷0.3 kgCOD/(m³·d),尺寸为L×W×H=5.0m×3.0m×4.5m,有效水深4.0m,HRT为9.0h。接触氧化池体内挂组合填料,直径为150mm,高度为3m,分两层,共165m³,配TSW-50-3KW罗茨鼓风机2台(1用1备),风量1.7m³/min,风压49.2 kPa,功率4.5 kW。
3.2.6 中间沉淀池、二沉池
中间沉淀池、二沉池均采用竖流式池设计,表面水力负荷1.0 m³/(m2·h),池体结构为正方形,钢筋混凝土地埋式各1座,结构尺寸L×W×H=3.5m×3.5m×5.5m,其中污泥沉淀区2.2m,下部椎体尺寸为0.4m×0.4m,污泥斗高2.0m,中心管出水口与反射板缝隙0.3m,超高、缓冲层高度各0.5m,总高5.5m。设置污泥回流泵、排泥泵各3台(4用2备),流量10m³/h,扬程10m,功率0.75 kW,不锈钢出水溢流堰2套,共28m。
3.2.7 高效混凝沉淀池
因原污水浓度较高,设计二沉池经加PAC、PAM高效混凝沉淀,以保障出水稳定达标。高效混凝沉淀池采用斜管沉淀池,钢筋混凝土半地埋式,表面水力负荷为1.0m³/(m²·h),尺寸为L×W×H=5.5m×3.5m×5.5m,池内有效停留时间1h,斜管倾角设计为60°,斜管孔径取50mm,共12m²,内置1个加药搅拌池,尺寸为L×W×H=1.725m×1.5m×2.0m,以曝气搅拌,需气量为0.2m³/min。斜板沉淀区垂直高度、上部水深及底部缓冲层高度均为1.0m,泥斗高2.0m,设置容积为1 000L PAC、PAM加药装置各1套,流量60~100L/h,排泥泵1台,规格同上,不锈钢出水溢流堰10.5m。
3.2.8 清水池(回用水池)
清水池储存污水系统净化出水,以备回用,钢筋混凝土半地埋式1座,尺寸为L×W×H=6.5m×4.0m×4.5m,有效容积100m³,回用水提升泵2台(1备1用),流量20m³/h,扬程40m,功率5.5 kW。
3.2.9 污泥浓缩池
污泥浓缩池、消化池布置于设备房下,1座,钢筋混凝土全地埋式,结构尺寸L×W×H=2.0m×2.0m×4.5m,污泥泵2台,流量5m³/h,扬程10m,功率0.75 kW。顶部设备房配置叠螺式压滤机1台,污泥脱水处理量为50~70kg/h,污泥调理配套PAM加药系统1套。
3.2.10 设备房
设备综合用房布置于污水处理调节池、中和池等构筑物上,钢筋混凝土结构,1栋,有效尺寸为L×W×H=18.5m×3.5m×3.0m,共分5间,包括污泥脱水车间、电控柜、风机、泵房及加药系统等设备用房。
04 调试运行及处理效果
临沧某咖啡加工厂污水处理站于2018年8月建成,咖啡采收加工期间为2018年10月初至2019年3月,气温5~25℃,平均12℃,霜冻不明显。该工程活性污泥采用城市污水处理厂污泥进行接种驯化,其中ABR反应池污泥投加污泥消化池、化粪池污泥,投加量约20t,生物接触氧化池污泥取自城市污水处理厂80%脱水污泥约5t,接触好氧池闷曝24h后,开始逐步泵入咖啡废水,白天进水,晚上闷曝,其中,ABR通过混合液和原水控制上升流速,进行污泥挂膜、驯化,中和池调节pH为6.5~7.5。
初期调试时,尝试不进行调温控制,研究不控温是否能满足处理要求。观察发现,若保证污水达到GB 8978-1996中第二时段的一级标准,污水处理量仅能达到设计负荷的20%~30%。2个月后,开始启动调温换热系统,控制ABR进水温度在30~35℃中消化,持续调试运行1月后,达到24h连续进水,满负荷运行。开始控制温度后,采用COD哈希消解仪、测定仪连续监测ABR和整个系统的进出水COD指标,发现去除效果良好。ABR进水、出水COD含量差距明显,去除率为85%,达到预计设计标准;其总体运行良好,系统出水水质达到GB 8978-1996中第二时段的一级标准,总体COD去除率达97%。结果如图5所示。

在调试期间,废水经多次循环回流后,进入调节池长时间储存,稳定其水质水量,降低有机负荷,待ABR反应池启动完成后,再进行处理。且初期调试时间较长,待调试完成后,后续启动可在1个月内完成。此外,咖啡果实成熟时间不同,前期咖啡废水量较少,可以在调节池中储存一段时间,且实际运行中,污水处理厂一般通过预留废液,在咖啡采收加工前进行启动工作,为后续废水处理奠定基础。
05 技术经济指标
本项目总投资为282万元,其中土建工程150万元,设备购置、安装及管理等费用132万元。咖啡原水处理运行费用约4.68元/m³,包括电费1.22元/m³(总装机容量22 kW),石灰、絮凝剂等药剂费1.14元/m³,调温生物质燃料费2.0元/m³,人工0.3元/m³。
06 结 论
(1)咖啡初加工废水为酸性高浓度有机废水,含大量的悬浮物、BOD5、COD、有机氮、氨氮、果胶等有机污染物质,若不经处理而直接排放,将使得周围水体严重富营养化,严重破坏水体的自净能力,造成受纳水体发黑变臭,影响环境和农业灌溉。高酸度、高果胶、悬浮物和高有机污染物是其咖啡废水的典型特征。
(2)咖啡初加工废水总体上属于可生化性废水,其净化应考虑预处理+厌氧消化+好氧氧化+三级处理的净化工艺路线。依据其路线,结合工程实际案例,采用斜筛筛分去壳-混凝沉淀-中和-调温-ABR厌氧消化产气-二段生物接触氧化-高效混凝沉淀-次氯酸钠消毒组合工艺,可有效去除污染物,出水水质稳定达标。
云南普优特环保科技有限公司是一家致力于水处理一站式服务,污水处理工艺的研发设计,污水处理设备的生产,承接各种污水处理设备的安装,调试和售后,大型污水处理厂工程的施工的污水处理公司。污水处理设备厂家主要生产:污水处理设备,一体化污水处理设备,UASB厌氧塔(uasb),一体化气浮机,芬顿氧化设备,臭氧消毒设备,臭氧除臭设备,微动力亚洲罐,光伏发电污水处理设备,生活污水处理设备,景区污水处理设备,医疗污水处理设备,屠宰厂污水处理设备,养殖废水处理设备,乡镇污水处理设备,农村污水处理设备,小区污水处理设备,净水设备,水处理药剂供应,移动环保卫生间。服务热线:18088135763


